
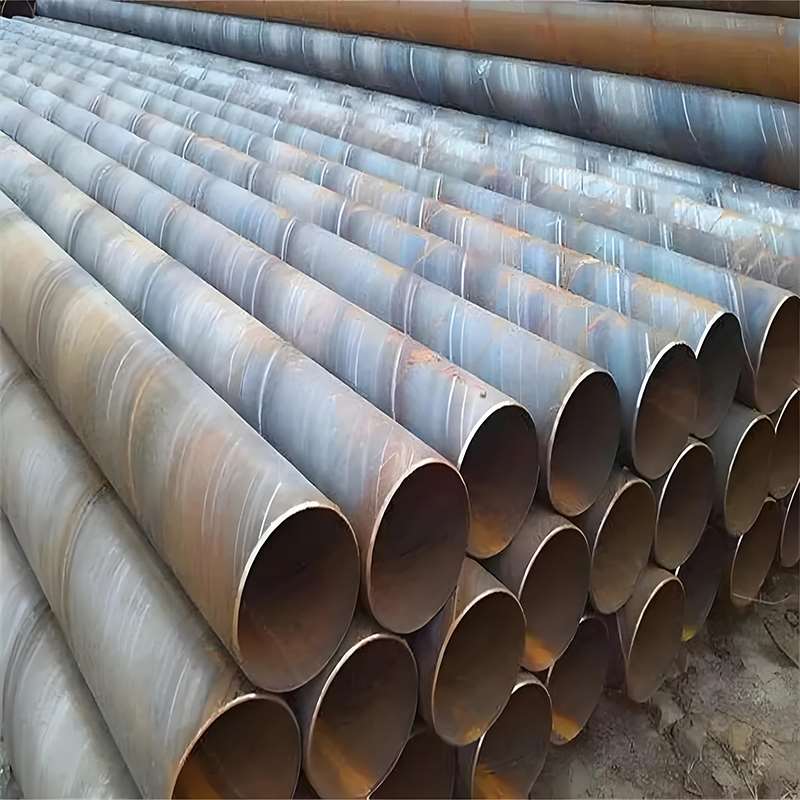
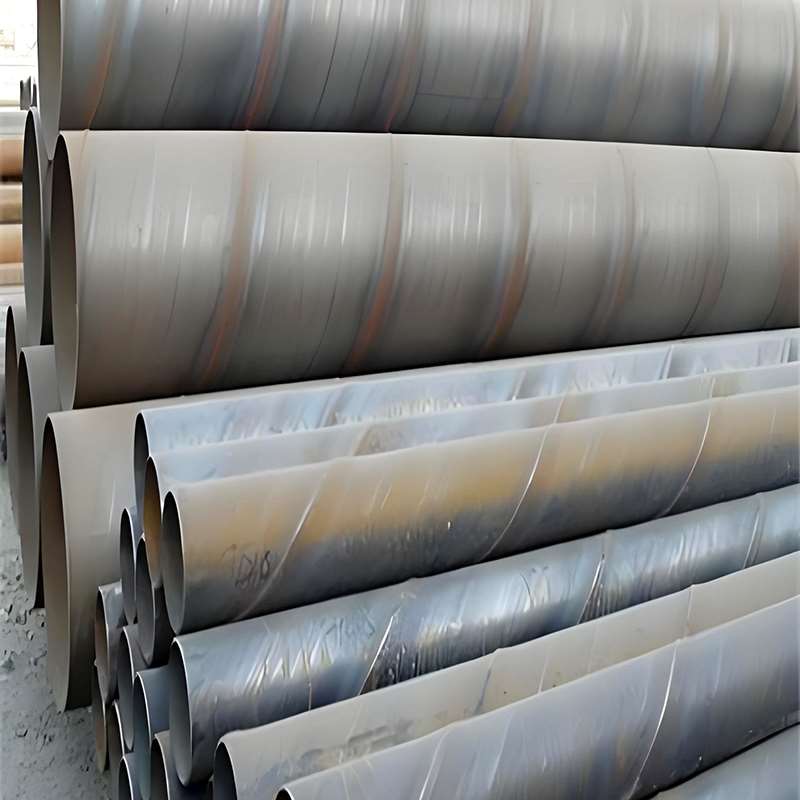

I. What is spiral welded pipe?
Spiral welded pipe, also known as spiral submerged arc welded steel pipe (SSAW Steel Pipe), is manufactured using steel coil as raw material. At room temperature, the steel coil is formed into a pipe blank using a forming machine, and the weld seam is then welded using an automatic submerged arc welding process to produce the steel pipe.
II. Spiral welded pipe production process
Steel coil arrival → Uncoiling and flattening → Edge milling and cleaning → Spiral tube forming (angle control) → Double-sided submerged arc welding (internal welding + external welding) → Weld slag removal → Weld inspection (ultrasonic/X-ray) → Sizing and rounding → Cutting to length (12–18 meters per section) → Hydrostatic testing (1.25 times pressure holding) → Spray marking inspection → Corrosion-resistant coating (optional: 3PE/FBE) → End protection → Finished product storage

III. Spiral welded pipe standard
| Country/Region | Standard No. | Standard Name / Scope |
|---|---|---|
| China | GB/T 9711 | Petroleum and natural gas industries – Steel pipe for pipeline transportation systems (PSL1, PSL2) |
| China | SY/T 5037 | Spiral submerged-arc welded steel pipe for non-pressure fluid conveyance |
| China | SY/T 5040 | Spiral high-frequency welded steel pipe for fluid conveyance |
| USA | API 5L | Line pipe for petroleum and natural gas transportation (PSL1, PSL2) |
| USA | ASTM A252 | Welded and seamless steel pipe piles |
| USA | ASTM A139 | Electric-fusion (arc)-welded steel pipe (≥400 mm for structural, water supply & drainage) |
| USA | ASTM A134 | Electric-fusion (arc)-welded steel pipe for ordinary pressure or structural use |
| Europe | EN 10219 | Cold-formed welded structural hollow sections of non-alloy and fine grain steels |
| Europe | EN 10217 | Welded steel tubes for pressure purposes |
| Japan | JIS G3444 | Carbon steel pipes for general structural purposes |
| Japan | JIS G3457 | Steel pipes for water supply |
| Russia | GOST 20295 | Steel pipes for petroleum and natural gas transmission |
| Canada | CSA Z245.1 | Steel pipe for oil and gas industry |
| Australia | AS 1579 | Steel pipes for water and protective coatings requirements |
| India | IS 3589 | Welded steel pipes for water supply and structural purposes |
IV. Corrosion Protection Types for Spiral Welded Steel Pipes
(1) 3PE Corrosion Protection
Three-layer polyethylene structure (epoxy powder + adhesive + polyethylene), commonly used for external corrosion protection of oil and natural gas pipelines, offering corrosion resistance, impact resistance, and a long service life.
(2) FBE Corrosion Protection
Fusion-bonded epoxy powder coating (FBE), single-layer, with strong adhesion, commonly used for external corrosion protection of drinking water pipelines or gas pipelines.
(3) 2PE/2PP Corrosion Protection
Double-layer polyethylene or polypropylene coating, structurally similar to 3PE but without an epoxy base layer, suitable for general buried pipelines.
(4) 3PP Corrosion Protection
Three-layer polypropylene structure (epoxy powder + adhesive + polypropylene), with superior high-temperature resistance compared to 3PE, commonly used for pipelines carrying high-temperature media.
(5) Epoxy Coal Tar Coating
Made from epoxy resin and coal tar, it is economical and suitable for external corrosion protection of water supply and drainage pipelines or buried pipelines.
(6) Hot-Dip Galvanizing
A zinc layer is applied to the pipeline surface to enhance corrosion resistance, commonly used for structural pipes or outdoor environment pipelines.
(7) Cement mortar lining
A cement mortar lining is applied to the inner wall of the pipeline to prevent corrosion and reduce friction, commonly used for water supply pipelines.
(8) Polyurethane insulation and corrosion-resistant layer
Suitable for heating pipelines, with polyurethane foam and high-density polyethylene outer casing wrapped around the spiral pipe.
(9) Epoxy Powder Coating (EP Coating)
Epoxy powder is sprayed onto the inner wall of the pipe to reduce the friction coefficient, suitable for drinking water and natural gas pipelines.
(10) Asphalt Paint Coating
A traditional economical corrosion protection method, primarily used for general buried pipelines.
V. Spiral welded pipe inspection checklist
| No. | Inspection Item | Inspection Content & Purpose |
|---|---|---|
| 1 | Visual Inspection | Check for cracks, dents, indentations, scratches, weld spatter, and other surface defects on the pipe body. |
| 2 | Dimensional Check | Measure outside diameter, wall thickness, length, and ovality to ensure compliance with specified standards. |
| 3 | Weld Visual Inspection | Inspect weld profile uniformity and surface for porosity, cracks, or other defects. |
| 4 | Raw Material Testing | Chemical composition analysis and mechanical property testing of the steel strip. |
| 5 | NDT (UT) | Ultrasonic testing to detect internal flaws in the weld seam. |
| 6 | NDT (RT) | Radiographic testing of the weld seam according to applicable standards. |
| 7 | Hydrostatic Test | Verify pressure capacity and leak-tightness; typically performed 100 % on each pipe. |
| 8 | Static Pressure Test | Additional hydrostatic test required by certain standards to confirm pressure strength. |
| 9 | Flattening Test | Evaluate plastic deformation and crack tendency under flattening conditions. |
| 10 | Bend Test | Assess plasticity and bond integrity of the weld seam. |
| 11 | Impact Test | Determine low-temperature toughness, especially for cryogenic pipelines. |
| 12 | Tensile Test | Measure yield strength, tensile strength, and elongation of the pipe. |
| 13 | Guided Bend Test | Evaluate weld plasticity and bonding strength by bending. |
| 14 | Metallographic Analysis | Examine microstructure of weld and heat-affected zone for normality. |
| 15 | Hardness Test | Determine hardness values in weld and HAZ to control welding performance. |
| 16 | Ultrasonic Thickness Test | Full-length ultrasonic scanning of wall thickness. |
| 17 | Ovality Check | Measure roundness deviation of the pipe cross-section. |
| 18 | Straightness Check | Determine longitudinal bending along the entire pipe length. |
| 19 | Internal & External Coating Inspection | Verify coating thickness, adhesion, and pinhole testing for corrosion protection. |
| 20 | Marking & Packaging Check | Ensure identification, stenciling, and packaging meet shipping requirements. |
VI. Applications of Spiral Welded Pipes
(1) Oil and Natural Gas Transmission Pipelines
Used for long-distance transportation of oil and natural gas, meeting high-pressure and high-flow requirements, typically coated with 3PE or FBE for corrosion protection.
(2) Urban Water Supply Pipelines
Serving as the main transmission pipelines in water supply networks, these pipes feature large diameters, low costs, and high strength, with corrosion protection provided by cement mortar lining or epoxy coatings.
(3) Drainage Pipelines
Used for wastewater or rainwater discharge, these pipes offer corrosion resistance and excellent sealing performance.
(4) Structural Pile Pipes
Used for bridge, wharf, port, and large-scale building pile foundations, serving as load-bearing supports.
(5) Bridge Structural Pipes
Used as columns or beams in bridge steel structures, featuring excellent bending and compression resistance.
(6) Steel Structure Components
Used in large-scale steel structure projects such as factories, sports arenas, and airports for tubular trusses.
VII. Advantages of Spiral Welded Pipes
(1) Capable of producing large-diameter steel pipes
Spiral welded pipes can be produced with diameters up to 3,000 mm, overcoming the limitations of straight seam welded pipes constrained by machine width, thereby meeting the demand for large-diameter pipes.
(2) Wide range of wall thicknesses
Steel pipes with different wall thicknesses can be produced according to requirements, with wall thicknesses ranging from 4 mm to 25.4 mm, meeting various pressure ratings and structural requirements.
(3) Flexible production with customizable lengths
Theoretically, there is no limit to the production length, and pipes can be produced to specific lengths as required by the project, reducing the number of welded joints and lowering construction costs.
(4) High strength and stable welding
Using automatic double-sided submerged arc welding, the weld quality is stable, with strength comparable to the base material. The welds are distributed spirally to distribute stress, resulting in strong overall pressure-bearing capacity.
(5) High raw material utilization and low cost
Produced using steel strips, the width of the steel strips can be flexibly adjusted to improve material utilization and reduce manufacturing costs.
(6) Wide range of applications
Suitable for multiple fields such as oil and natural gas transportation, water supply and drainage, structural pile pipes, bridge pile driving, steel structure components, and ventilation ducts.
(7) Characteristics of weld length distribution
Welds are spirally distributed, offering better crack resistance and resistance to circumferential stress compared to straight seam welded pipes.














