

I. What is spiral steel pipe?
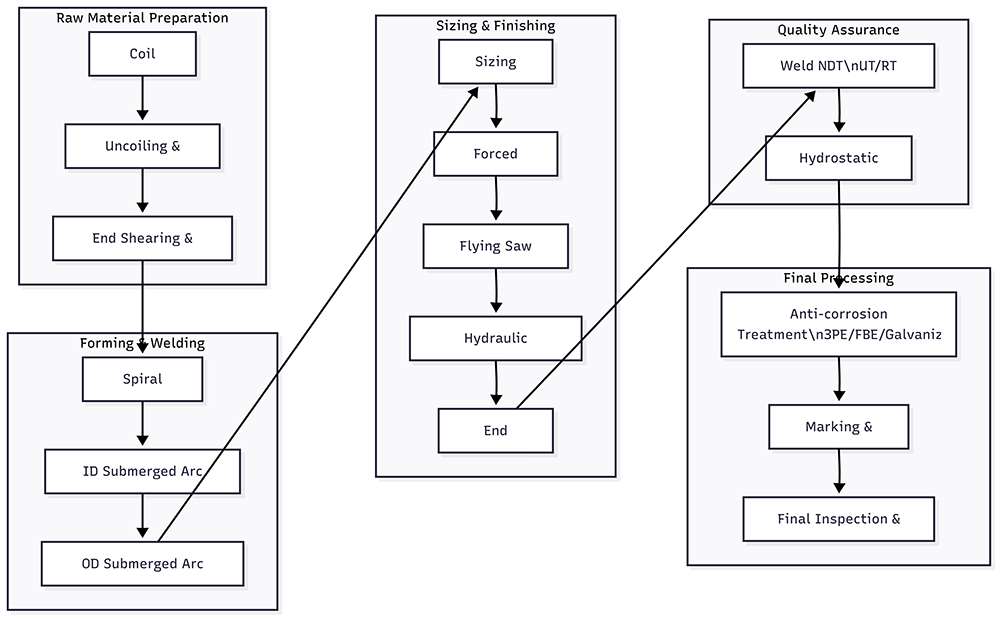
Spiral steel pipe is a type of welded steel pipe manufactured by winding and curling strip steel (commonly known as steel strip or coil) into a spiral shape and then continuously welding along the spiral seam.
II. Key Features and Advantages of Spiral Steel Pipes
(1) Capability to Produce Large-Diameter Pipes
The advantage of SSAW steel pipes is that they can easily produce pipes with extremely large diameters. The diameter can reach 3 meters or even larger.
For other welded steel tube manufacturers using different processes, such specifications are often more costly or difficult to achieve. Spiral welded pipes have a clear advantage in this regard.
Theoretically, as long as the steel strip is wide enough, carbon steel pipes of any large diameter can be manufactured.
(2) Flexibility and Cost-Effectiveness
Using standard width steel strip coils, double-sided submerged arc welded pipes of different diameters can be produced by adjusting the forming angle. This production method reduces the demand for raw material specifications, improves production flexibility, and increases economic efficiency.
(3) Weld Strength Distribution
The welds in these pipes are distributed in a spiral pattern. Compared to straight-seam pipes, the weld direction forms a certain angle with the pipe’s main stress direction, typically around 45°. This angular design facilitates stress distribution when the pipe is subjected to internal pressure and prevents weld defects from penetrating the entire circumferential cross-section.
(4) High Production Efficiency
The production process of spiral steel pipes is highly automated, enabling continuous production with high efficiency. This makes them highly suitable for manufacturing welded pipes required for long-distance transportation.
(5) High Material Utilization Rate
During production, the utilization rate of steel coil rolls is typically high. This means that materials can be maximally conserved, reducing costs and enhancing the overall competitiveness of carbon steel pipes.
III. Spiral steel pipe standards in various countries
| Country/Region | Standard Number | Standard Name / Scope of Application | Main Purpose |
|---|---|---|---|
| China | SY/T 5037 | Spiral Welded Steel Pipes (Spiral Submerged Arc Welded Steel Pipe for General Fluid Transportation) | Transportation of water, petroleum, natural gas and other low-pressure fluids |
| China | GB/T 9711 | Petroleum and Natural Gas Industry Conveyance Steel Pipe | Transportation of petroleum and natural gas |
| China | SY/T 5040 | Spiral Seam Double-sided Submerged Arc Welded Steel Pipe for Water and Gas Conveyance | Urban water supply, gas conveyance |
| USA | API 5L | Pipeline Steel Pipe for Petroleum and Natural Gas | Petroleum and natural gas long-distance transmission pipelines |
| USA | ASTM A252 | Steel Pipe Piles | Bridges, structural foundation piling |
| USA | ASTM A139 | Electric Arc Welded Steel Pipe (including spiral welding) | Water conveyance, structural applications |
| Europe | EN 10219 | Hollow Sections for Cold-formed Structural Welding | Structural pipes |
| Europe | EN 10217 | Welded Steel Pipe for Pressure Purposes | Pressure pipeline systems |
| Japan | JIS G3444 | Carbon Steel Pipe for Structural Use | Building structural pipes |
| Japan | JIS G3457 | Water Conveyance Steel Pipe | Water supply pipelines |
| Russia | GOST 20295 | Petroleum and Natural Gas Conveyance Steel Pipe | Transportation of petroleum and natural gas |
| Canada | CSA Z245.1 | Petroleum and Natural Gas Industry Steel Pipe | Transportation of petroleum and natural gas |
| Australia | AS 1579 | Spiral Submerged Arc Welded Steel Pipe | Water pipelines |
| India | IS 3589 | Steel Pipe for Water, Gas and Structural Use | Water supply pipelines, structural applications |
| South Korea | KS D 3562 | Spiral Welded Steel Pipe for Water Conveyance | Water pipelines |
IV. Comparison between spiral welded steel pipes and straight seam welded steel pipes
| Comparison Item | Spiral Welded Pipe | Straight Seam Welded Pipe (LSAW/JCOE/UOE/ERW) |
|---|---|---|
| Production Process | Hot-rolled steel strip is formed at a helical angle (forming angle) and then welded by double-sided submerged arc welding. | Steel plate or strip is directly rolled into shape by a forming machine and welded with a straight seam (ERW is resistance welding, LSAW/JCOE/UOE is submerged arc welding). |
| Available Diameter | Can produce large-diameter pipes, with a maximum diameter of up to 3000mm or even larger. | ERW is usually ≤26", LSAW/JCOE/UOE can reach around 60", but the cost increases sharply beyond this diameter. |
| Wall Thickness Range | The wall thickness range is flexible, but the thickness is generally relatively limited. | LSAW can produce pipes with larger wall thicknesses. |
| Production Efficiency | Fast production speed, suitable for mass production of long-distance conveyance pipelines. | ERW is fast, LSAW is relatively slow, and JCOE/UOE has a long production cycle. |
| Weld Seam Direction | The weld seam is helically distributed, forming an angle (about 45°) with the pipe body. | The weld seam is parallel to the pipe body, with the pressure-bearing direction perpendicular or parallel to the weld seam. |
| Weld Seam Length | The weld seam length is longer for the same length of pipe. | The weld seam length is shorter than that of spiral welded pipes. |
| Welding Strength | The weld seam direction forms an angle with the circumferential stress of the pipe, which has advantages in certain working conditions. | The straight seam is aligned with the pressure-bearing direction of the pipe, making inspection easier. |
| Cost | High raw material utilization rate, relatively low manufacturing cost. | ERW has the lowest cost (for small diameters), while LSAW/JCOE/UOE have higher costs. |
| Common Standards | API 5L, ASTM A252, SY/T 5037 | API 5L, ASTM A53, ASTM A252, GB/T 9711 |
| Application Fields | Petroleum and natural gas conveyance pipelines, large-diameter water supply pipes, structural pile pipes | Petroleum and natural gas conveyance, structural pipes, pressure pipelines, urban networks |
| Welding Process | Double-sided submerged arc welding | ERW (resistance welding), LSAW/JCOE/UOE (double-sided submerged arc welding) |
Summary:
Spiral steel pipes (spiral welded pipes) are suitable for the production of large-diameter, long-distance pipelines, offering high production efficiency and low costs.
Straight seam welded pipes (ERW, LSAW, JCOE, UOE) are suitable for applications with high weld seam requirements and high pressure, especially thick-walled and high-strength pipelines.
V. Quality Inspection (in accordance with API 5L/GB 9711 standards)
| Inspection Type | Method | Inspection Target | Acceptance Criteria |
|---|---|---|---|
| Non-destructive Testing of Welds | Ultrasonic Testing (UT) | Internal porosity, slag inclusion, incomplete fusion | No defects ≥ φ3mm |
| Radiographic Testing (RT) | Volume-type defects in welds | Comply with GB/T 3323 Class II requirements | |
| Dimensional Inspection | Laser diameter gauge + Caliper | Outer diameter, wall thickness, ovality | Ovality ≤ 1% × diameter, wall thickness tolerance ±10% |
| Mechanical Testing | Universal testing machine + Impact testing machine | Tensile strength, yield strength, Charpy impact energy at -20℃ | Comply with material grade requirements (e.g., X80: σs ≥ 555 MPa) |
| Hydrostatic Testing | High-pressure pump (pressure holding ≥ 30s) | Overall sealability | Test pressure = Design pressure × 1.5 times, no leakage |
VI. Applications of Spiral Welded Steel Pipes
(1) Oil and Gas Transportation
In the oil and gas transportation sector, API 5L spiral welded steel pipes are a common choice.
They are used in onshore and offshore crude oil, natural gas, and refined oil long-distance pipelines.
This is the primary application area for spiral welded steel pipes.
(2) Water Conservancy Projects
Spiral welded steel pipes are also widely used in water conservancy projects.
For example, in large-scale water diversion and transmission projects such as the South-to-North Water Diversion Project.
Additionally, they are used in drainage pipelines and pressure steel pipes for hydroelectric power stations.
In these projects, spiral welded steel pipes ASTM A53 are also commonly used.
(3) Structural Support
In the field of structural support, spiral welded steel pipes play a crucial role.
They are used in pile pipes and structural pipes for large-scale buildings, bridges, ports, and offshore platforms.
This application provides strong and stable support.
(4) Municipal Engineering
In municipal engineering, spiral welded steel pipes are used for main pipelines in urban water supply and drainage systems.
They are also commonly used in heating pipeline systems.
Some projects utilize galvanized welded steel pipes to enhance corrosion resistance and service life.
(5) Other Applications
Spiral welded steel pipes are also used for coal slurry transportation and chemical material transportation.
Additionally, they are employed in wind turbine towers (certain components) and pile driving projects.
VII. Anti-corrosion treatment (optional process)
| Corrosion Protection Type | Process | Coating Thickness | Applicable Scenarios |
|---|---|---|---|
| 3PE Corrosion Protection | Epoxy powder → Adhesive → Polyethylene extrusion winding | 2.0~3.5mm | Acidic/alkaline soils, subsea pipelines |
| FBE Corrosion Protection | Electrostatic spraying of fusion-bonded epoxy powder | 300~500μm | Water conveyance pipelines, mildly corrosive environments |
| Epoxy Coal Tar | Glass cloth interlayer + multiple layers of epoxy coal tar paint | 0.8~1.2mm | Municipal networks, moderately corrosive soils |
| Galvanizing | Hot-dip galvanizing (450℃ zinc bath) | 80~200μm | Atmospheric exposure environments (e.g., structural pipes) |
VIII. Spiral Welded Steel Pipe Selection Guide
(1) The standards and materials of the steel pipes must be determined based on the usage environment.
For example, products compliant with the API 5L standard are generally selected for oil and gas transportation, while structural pipes require attention to their yield strength and weld quality.
(2) Ensure that the diameter and wall thickness of the steel pipes meet design requirements.
Different projects have varying requirements for pressure resistance and dimensional accuracy, so it is essential to verify these specifications before purchase.
(3) Selecting a reliable manufacturer of welded steel pipes is also critical.
High-quality manufacturers produce spiral welded steel pipes with consistent weld quality and more reliable pipe performance.
(4) Check whether the spiral welded steel pipe manufacturer provides relevant inspection reports, such as hydrostatic testing reports or non-destructive testing reports.
These documents can help confirm that the product meets project requirements, ensuring engineering safety and service life.